Frese multi taglienti o Lime rotative - Nozioni di base

Cos'è una fresa multi tagliente?
Una fresa multi tagliente, chiamata anche Lima rotativa è un utensile per la lavorazione di acciai, leghe leggere, titanio e metalli in genere, legno , materie plastiche, materiali compositi ed altri materiali. Viene adoperata prevalentemente con utensili elettrici o pneumatici ad utilizzo manuale, ma sempre più frequente è l'utilizzo con mandrini pneumatici ed elettrici montati su robot antropomorfi. A differenza delle tradizionali frese integrali per macchine utensili la capacità di asportazione per singolo tagliente è ridotta dal numero elevato di taglienti. L'efficienza di questo utensile è il risultato dell'ottimizzazione di una serie di caratteristiche dello stesso in relazione al tipo di applicazione ed al materiale da lavorare. Gli elementi determinanti sono infatti la giusta geometria e dimensioni della parte tagliente, il corretto tipo di taglio ed affilatura e l'adeguato grado di metallo duro. Per questa ragione proponiamo un'ampissima gamma di frese multi taglienti e siamo a disposizione per consigliarvi la più indicata per ogni specifica esigenza.
Una fresa multi tagliente, chiamata anche Lima rotativa è un utensile per la lavorazione di acciai, leghe leggere, titanio e metalli in genere, legno , materie plastiche, materiali compositi ed altri materiali. Viene adoperata prevalentemente con utensili elettrici o pneumatici ad utilizzo manuale, ma sempre più frequente è l'utilizzo con mandrini pneumatici ed elettrici montati su robot antropomorfi. A differenza delle tradizionali frese integrali per macchine utensili la capacità di asportazione per singolo tagliente è ridotta dal numero elevato di taglienti. L'efficienza di questo utensile è il risultato dell'ottimizzazione di una serie di caratteristiche dello stesso in relazione al tipo di applicazione ed al materiale da lavorare. Gli elementi determinanti sono infatti la giusta geometria e dimensioni della parte tagliente, il corretto tipo di taglio ed affilatura e l'adeguato grado di metallo duro. Per questa ragione proponiamo un'ampissima gamma di frese multi taglienti e siamo a disposizione per consigliarvi la più indicata per ogni specifica esigenza.
Struttura di una fresa
Il diametro della testa delle frese, realizzata in carburo di tungsteno, può essere minore, maggiore o uguale al diametro del gambo. Il corpo grezzo della testa, ricavato da una barra, prende forma tramite l'utilizzo di una mola diamantata.
Quando il diametro della testa delle frese è più grande di quello del gambo, solo la parte tagliente è in metallo duro mentre il gambo è in acciaio. La parte tagliente è collegata al gambo tramite una colla speciale.
Quando il diametro della testa è uguale o più piccolo di quello del gambo, la fresa è interamente in metallo duro.
Quando il diametro della testa delle frese è più grande di quello del gambo, solo la parte tagliente è in metallo duro mentre il gambo è in acciaio. La parte tagliente è collegata al gambo tramite una colla speciale.
Quando il diametro della testa è uguale o più piccolo di quello del gambo, la fresa è interamente in metallo duro.

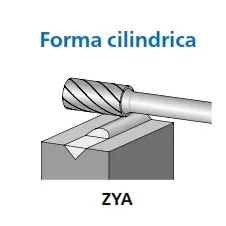
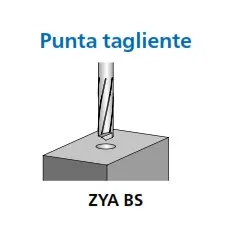
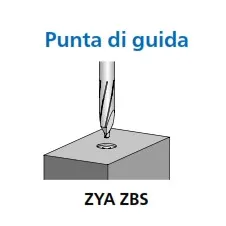
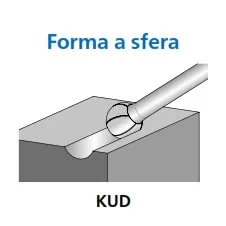
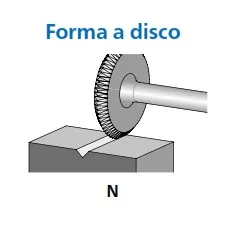
Forme di frese comuni e la loro applicazione










Tagli per uso universale
Taglio 1
(conforme alle norme DIN 8033 C)
(conforme alle norme DIN 8033 C)
- Taglio universale grosso.
- Lavorazione di metalli non ferrosi, acciaio e ghisa.
- Elevata asportazione di materiale.
Taglio 4
(conforme alle norme DIN 8033 MX)
(conforme alle norme DIN 8033 MX)
- Taglio universale medio-fine, con rompitruciolo.
- Asportazione di acciaio inossidabile (INOX), acciaio e materiali refrattari come leghe a base di nichel e di cobalto.
- Elevata asportazione con trucioli piccoli.
- Buone superfici.
Taglio 3
(conforme alle norme DIN 8033 MY)
(conforme alle norme DIN 8033 MY)
- Taglio universale medio.
- Lavorazione di ghisa, acciaio, acciaio inossidabile (INOX), leghe a base di nichel e titanio.
- Elevata asportazione di materiale.
- Buone superfici.
Taglio 5
(conforme alle norme DIN 8033 F)
(conforme alle norme DIN 8033 F)
- Taglio universale fine.
- Asportazione fine di ghisa, acciaio, acciaio inossidabile (INOX) e materiali refrattari come leghe a base di nichel e di cobalto.
- Buone superfici.
Taglio 3 PLUS
(conforme alle norme DIN 8033 MX)
(conforme alle norme DIN 8033 MX)
- Taglio universale medio, con rompitruciolo.
- Simile al taglio 3, ma con rompitruciolo.
- Lavorazione di ghisa, acciaio, acciaio inossidabile (INOX), leghe a base di nichel e titanio.
- Elevata asportazione di materiale.
Tagli per uso altamente professionale
Taglio ALLROUND
- Elevata capacità di asportazione nell'uso sui principali materiali come l'acciaio e le fusioni d'acciaio, l'acciaio inossidabile (INOX), i metalli non ferrosi e la ghisa.
- Analogo al taglio 3 PLUS con una capacità di asportazione nettamente aumentata.
Taglio STEEL
- Capacità di asportazione elevatissima su acciaio e fusioni d'acciaio.
- Riduzione del saltellamento
- Riduzione delle vibrazioni e del rumore.
Taglio INOX
- Elevatissima capacità di asportazione su tutti gli acciai austenitici e resistenti alla ruggine e agli acidi, sull'acciaio INOX e sulle leghe di titanio tenere.
- Netta riduzione delle vibrazioni e del rumore.
Taglio ALU
- Elevata capacità di asportazione su alluminio e leghe d'alluminio, metalli non ferrosi e materie plastiche.
- Riduzione del saltellamento.
Taglio NON-FERROUS
- Elevata capacità di asportazione su metalli non ferrosi, ottone, rame, materie plastiche e materiali sintetici rinforzati in fibra.
- Uso universale.
Taglio CAST
- Capacità di asportazione elevatissima su ghisa.
- Riduzione del saltellamento.
- Riduzione delle vibrazioni e del rumore.
Taglio TITANIUM
- Eccezionale capacità di asportazione e durata nell'uso su leghe di titanio dure.
- Taglienza significativa, trucioli grandi e ottimo scarico dei trucioli.
- Taglienza significativa, trucioli grandi e ottimo scarico dei trucioli.
- Riduzione delle vibrazioni e del rumore.
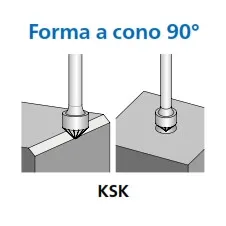
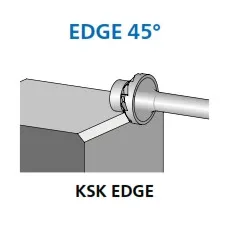
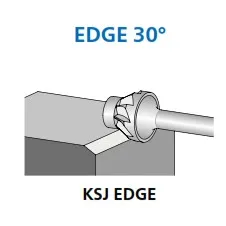
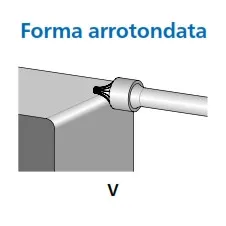
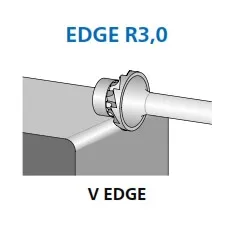
Taglio EDGE
- Creare spigoli precisi tramite bisellatura con smussi da 30° oppure 45°, oppure un raggio definito di 3,0 mm.
- Si maneggia in modo sicuro e confortevole.
Taglio PLAST
- Bordare e fresare contorni di duroplasti medio-duri rinforzati con fibre di vetro o al carbonio (GFK e CFK ≤ 40% di componente di fibra) e termoplasti rinforzati con fibre.
- Riduce al minimo la delaminazione e la sfrangiatura grazie al taglio diritto.
- Ottimo anche per l'utilizzo su macchina o robot.
- Riduzione delle vibrazioni e del rumore.
Taglio FVK
- Rifilatura dei bordi e fresatura di contorni su duroplasti duri rinforzati con fibre (anche GFK e CFK > 40%).
Taglio FVKS
- Simile al taglio FVK.
- Riduzione del saltellamento.
Taglio TOUGH
- Elevata capacità di asportazione su ghisa, acciaio < 54 HRC.
- Resistenza estrema agli urti.
- Utilizzo anche con elevato arco di contatto (>1/3) e sotto carico elevato.
Taglio TOUGH-S
- Elevata capacità di asportazione su ghisa, acciaio < 54 HRC.
- Simile al taglio TOUGH, ma riduce il saltellamento e produce trucioli più piccoli.
- Resistenza estrema agli urti.
- Utilizzo anche con elevato arco di contatto (>1/3) e sotto carico elevato.
Taglio MICRO
- Buona capacità di asportazione su quasi tutti i materiali < 68 HRC.
- Elevata qualità superficiale.
- Riduzione delle vibrazioni e del rumore.
Consigli per l'applicazione

- Utilizzare gli utensili possibilmente su macchine potenti dotate di cuscinetti elastici per evitare vibrazioni.
- Per ottimizzare l'uso delle frese con diametro del gambo a partire dai 6 mm e ottenere una corretta velocità di taglio, occorre erogare una potenza di 300500 watt.
- Utilizzare il numero di giri più alto possibile, attenendosi sempre alle indicazioni relative a numero di giri e velocità di taglio.
- Quando il materiale asportato è poco (sbavo, bisellatura, lavorazione superficiale leggera) è possibile aumentare la velocità del 100% (eccetto per le frese in metallo duro con gambo lungo).
- Utilizzare solo macchine rigide, senza giochi. Gli urti e le vibrazioni dell'utensile causano un'usura prematura dell'utensile.
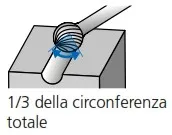
- In fase di lavorazione il contatto tra pezzo e utensile non dovrebbe mai superare 1/3 della circonferenza totale. Un arco maggiore causa il saltellamento della fresa e, di conseguenza, la rottura dei denti. Nel caso sia indispensabile lavorare con un arco maggiore, si consiglia l'uso dei tagli TOUGH e TOUGH-S.
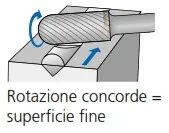
- Generalmente le frese vengono utilizzate in rotazione discorde o con movimento a pendolo. Per creare superfici fini passare l'utensile sul pezzo in rotazione concorde con movimenti rapidi.
Errori e soluzioni
| Figura | Conseguenza di un errore applicativo | Soluzione |
|---|---|---|
 | La fresa si intasa durante la lavorazione. | Utilizzare il taglio adatto per ciascun materiale. Utilizzare utensili con rivestimento HICOAT oppure usare un olio per smerigliare |
 | Tra testa e gambo appare un forte scolorimento. L'area intagliata si stacca dal gambo. | Attenersi alle indicazioni sul numero di giri e/o ridurre la pressione di contatto nonché l'angolo di contatto. |
 | Si generano scintille. | Ridurre il numero di giri e la pressione di contatto e assicurarsi che l'angolo di contatto non superi 1/3 della circonferenza della fresa. |
 | La zona intagliata presenta delle rotture. | Evitare gli urti nell'uso dell'utensile. |
 | Il gambo si spezza. | Utilizzare esclusivamente macchine rigide e senza gioco e sistemi di serraggio perfettamente funzionanti. Se necessario sostituire il sistema di serraggio. |
 | La lunghezza di serraggio del gambo nella macchina non è corretta. | La lunghezza di serraggio nella macchina non deve essere troppo piccola. Regola: la lunghezza in macchina deve misurare almeno 2/3 della lunghezza del gambo (eccetto per le frese a gambo lungo). |
 | Nelle frese a gambo lungo il gambo si piega. | Attenersi alle indicazioni sul numero giri e ai consigli per la sicurezza riferiti alle frese a gambo lungo. |
 | Appaiono dei segni di usura, ad es. saltellamenti e forti vibrazioni, e aumenta la quantità di scintille. | Non utilizzare le frese oltre la durata indicata. Usare una nuova fresa. |
Le tabelle sottostanti ti permettono di scegliere il taglio più indicato in base al materiale da lavorare e al tipo di asportazione (grossolana, leggera, ecc.) e forniscono indicazioni sulla velocità di taglio ottimale.
Frese per uso universale per la finitura e sgrossatura
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio, fusioni d'acciaio | Acciai fino a 1.200 N/mm² (< 38 HRC) | Acciai da costruzione, acciai al carbonio, acciai per utensili, acciai non legati, acciai da cementazione, fusioni d'acciaio, acciai bonificati | Asportazione grossolana | 1 | 600-900 m/min |
| 3 PLUS | 450-600 m/min | ||||
| 3 PLUS HC-FEP | 450-750 m/min | ||||
| Asportazione leggera | 5 | 450-600 m/min | |||
| Acciai temprati, bonificati oltre 1.200 N/mm² (> 38 HRC) | Acciai per utensili, acciai bonificati, acciai legati, fusione d'acciaio | Asportazione grossolana | 3 | 250-350 m/min | |
| 3 PLUS | |||||
| 4 | |||||
| HICOAT HC-FEP | 250-450 m/min | ||||
| Asportazione leggera | 5 | 350-450 m/min | |||
| Acciaio inossidabile (INOX) | Acciai resistenti alla ruggine e agli acidi | Acciai austenitici e ferritici | Asportazione grossolana | 1 | 250-450 m/min |
| 3 | 250-350 m/min | ||||
| 3 PLUS | |||||
| 4 | 250-450 m/min | ||||
| Asportazione leggera | 5 | 350-450 m/min | |||
| Metalli non ferrosi | Metalli non ferrosi teneri | Leghe di alluminio | Asportazione grossolana | 1 | 600-900 m/min |
| Ottone, rame, zinco | Asportazione grossolana | 1 | 600-900 m/min | ||
| Asportazione leggera | 3 | 450-600 m/min | |||
| Metalli non ferrosi duri | Bronzo, titanio/leghe di titanio, leghe di alluminio dure (elevato contenuto in silicio) | Asportazione grossolana | 3 | 250-350 m/min | |
| 4 | |||||
| Asportazione leggera | 5 | 350-450 m/min | |||
| Metalli termoresistenti | Leghe a base di nichel e cobalto (costruzione di propulsori e turnine) | Asportazione grossolana | 3 PLUS | 250-450 m/min | |
| 4 | |||||
| Asportazione leggera | 5 | 350-600 m/min | |||
| Ghisa | Ghisa grigia, ghisa bianca | Ghisa con grafite lamellare EN-GJL (GG), con grafite sferica/ghisa sferoidale EN-GJS (GGG), ghisa bianca temprata EN-GJMW (GTW), ghisa grigia temprata EN-GJMB (GTS) | Asportazione grossolana | 1 | 600-900 m/min |
| 3 PLUS | 450-600 m/min | ||||
| Asportazione leggera | 3 | 450-600 m/min | |||
Frese ALLROUND per uso altamente professionale per molteplici usi
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio, fusioni d'acciaio | Acciai fino a 1.200 N/mm² (< 38 HRC) | Acciai da costruzione, acciai al carbonio, acciai per utensili, acciai non legati, acciai da cementazione, fusioni d'acciaio, acciai bonificati | Asportazione grossolana | ALLROUND | 450-750 m/min |
| Acciai temprati, bonificati oltre 1.200 N/mm² (> 38 HRC) | Acciai per utensili, acciai bonificati, acciai legati, fusione d'acciaio | Asportazione grossolana | ALL ROUND | 250-450 m/min | |
| Acciaio inossidabile (INOX) | Acciai resistenti alla ruggine e agli acidi | Acciai austenitici e ferritici | Asportazione grossolana | ALL ROUND | 450-600 m/min |
| Metalli non ferrosi | Metalli non ferrosi teneri | Ottone, rame, zinco | Asportazione grossolana | ALL ROUND | 450-750 m/min |
| Metalli non ferrosi duri | Bronzo, titanio/leghe di titanio, leghe di alluminio dure (elevato contenuto in silicio) | Asportazione grossolana | ALL ROUND | 450-600 m/min | |
| Ghisa | Ghisa grigia, ghisa bianca | Ghisa con grafite lamellare EN-GJL (GG), con grafite sferica/ghisa sferoidale EN-GJS (GGG), ghisa bianca temprata EN-GJMW (GTW), ghisa grigia temprata EN-GJMB (GTS) | Asportazione grossolana | ALL ROUND | 450-900 m/min |
Frese STEEL per acciaio e fusioni d'acciaio
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio, fusioni d'acciaio | Acciai fino a 1.200 N/mm² (< 38 HRC) | Acciai da costruzione, acciai al carbonio, acciai per utensili, acciai non legati, acciai da cementazione, fusioni d'acciaio, acciai bonificati | Asportazione grossolana | STEEL | 450-750 m/min |
| Acciai temprati, bonificati oltre 1.200 N/mm² (> 38 HRC) | Acciai per utensili, acciai bonificati, acciai legati, fusione d'acciaio | ||||
Frese INOX per acciaio inossidabile
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio inossidabile (INOX) | Acciai resistenti alla ruggine e agli acidi | Acciai austenitici e ferritici | Asportazione grossolana | INOX | 450-600 m/min |
| Metalli non ferrosi | Metalli non ferrosi | Titanio/leghe di titanio | Asportazione grossolana | INOX | 250-450 m/min |
Frese ALU - HICOAT HC-NFE - NON FERROUS per alluminio/metalli non ferrosi
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Metalli non ferrosi | Metalli non ferrosi teneri | Leghe di alluminio | Asportazione grossolana | ALU | 600-1.100 m/min |
| HICOAT HC-NFE | |||||
| Asportazione leggera | ALU | 900-1.100 m/min | |||
| HICOAT HC-NFE | |||||
| Ottone, rame, zinco | Asportazione grossolana | ALU | 600-1.100 m/min | ||
| HICOAT HC-NFE | |||||
| NON-FERROUS | 450-600 m/min | ||||
| Asportazione leggera | ALU | 900-1.100 m/min | |||
| HICOAT HC-NFE | |||||
| Metalli non ferrosi duri | Leghe di alluminio dure (elevato contenuto in silicio) | Asportazione grossolana | ALU | 600-1.100 m/min | |
| HICOAT HC-NFE | |||||
| Asportazione leggera | ALU | 900-1.100 m/min | |||
| HICOAT HC-NFE | |||||
| Bronzo | Asportazione grossolana | ALU | 600-900 m/min | ||
| HICOAT HC-NFE | |||||
| NON-FERROUS | |||||
| Asportazione leggera | ALU | 600-1.100 m/min | |||
| HICOAT HC-NFE | |||||
| Materie plastiche, altri materiali | Materiali termoplastici, materiali sintetici rinforzati con fibre (GFK/CFK) | Asportazione grossolana | NON-FERROUS | 600-1.100 m/min | |
| ALU | |||||
| HICOAT HC-NFE | |||||
| Asportazione leggera | ALU | ||||
| HICOAT HC-NFE | |||||
Frese CAST per ghisa
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Ghisa | Ghisa grigia, ghisa bianca | Ghisa con grafite lamellare EN-GJL (GG), con grafite sferica/ghisa sferoidale EN-GJS (GGG), ghisa bianca temprata EN-GJMW (GTW), ghisa grigia temprata EN-GJMB (GTS) | Asportazione grossolana | CAST | 450-750 m/min |
Frese TITANIUM per il titanio
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Metalli non ferrosi | Metalli non ferrosi duri | Leghe di titanio dure | Asportazione grossolana | TITANIUM | 250-450 m/min |
Frese PLAST - FKV - FVKS per sintetici rinforzati con fibre di vetro GFK e CFK
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | |
|---|---|---|---|---|
| Materie plastiche, altri materiali | Materiali termoplastici, materiali sintetici rinforzati con fibre (GFK/CFK), componente di fibra ≤ 40% | Rifilare i bordi, fresare il contorno, praticare fori, sbavare | PLAST | 450-900 m/min |
| Materiali sintetici rinforzati con fibre (GFK/CFK), componente di fibra > 40% | FVK | |||
| FVKS | ||||
Frese TOUGH e TOUGH-S per applicazioni pesanti
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio, fusioni d'acciaio | Acciai fino a 1.200 N/mm² (< 38 HRC) | Acciai da costruzione, acciai al carbonio, acciai per utensili, acciai non legati, acciai da cementazione, fusioni d'acciaio, acciai bonificati | Asportazione grossolana con forti urti | TOUGH | 250-600 m/min |
| TOUGH-S | |||||
| Acciai temprati, bonificati oltre 1.200 N/mm² (> 38 HRC) | Acciai per utensili, acciai bonificati, acciai legati, fusione d'acciaio | TOUGH | 250-350 m/min | ||
| TOUGH | |||||
| Ghisa | Ghisa grigia, ghisa bianca | Ghisa con grafite lamellare EN-GJL (GG), con grafite sferica/ ghisa sferoidale EN-GJS (GGG), ghisa bianca temprata EN-GJMW (GTW), ghisa grigia temprata EN-GJMB (GTS) | Asportazione grossolana con forti urti | TOUGH | 250-600 m/min |
| TOUGH-S | |||||
Frese MICRO per asportazioni leggere (finitura)
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio, fusioni d'acciaio | Acciai fino a 1.200 N/mm² (< 38 HRC) | Acciai da costruzione, acciai al carbonio, acciai per utensili, acciai non legati, acciai da cementazione, fusioni d'acciaio, acciai bonificati | Asportazione leggera | MICRO | 600-750 m/min |
| Acciai temprati, bonificati oltre 1.200 N/mm² (> 38 HRC) | Acciai per utensili, acciai bonificati, acciai legati, fusione d'acciaio | 450-600 m/min | |||
| Acciaio inossidabile (INOX)> | Acciai resistenti alla ruggine e agli acidi | Acciai austenitici e ferritici | Asportazione leggera | MICRO | 450-600 m/min |
| Metalli non ferrosi | Metalli non ferrosi duri | Bronzo, titanio/leghe di titanio, leghe di alluminio dure (elevato contenuto in silicio) | Asportazione leggera | MICRO | 450-600 m/min |
| Materiali termoresistenti | Leghe a base di niche e cobalto (costruzione di propulsori e turnie) | ||||
| Ghisa | Ghisa grigia, ghisa bianca | Ghisa con grafite lamellare EN-GJL (GG), con grafite sferica/ghisa sferoidale EN-GJS (GGG), ghisa bianca temprata EN-GJMW (GTW), ghisa grigia temprata EN-GJMB (GTS) | Asportazione leggera | MICRO | 600-750 m/min |
Frese EDGE e EDGE-ALU per la lavorazione di spigoli
| Gruppo di materiali | Tipo di lavorazione | Taglio | Velocità di taglio | ||
|---|---|---|---|---|---|
| Acciaio, fusioni d'acciaio | Acciai fino a 1.200 N/mm² (< 38 HRC) | Acciai da costruzione, acciai al carbonio, acciai per utensili, acciai non legati, acciai da cementazione, fusioni d'acciaio, acciai bonificati | Lavorazione di spigoli | 3 | 450-600 m/min |
| 3 PLUS | |||||
| SP | |||||
| EDGE | 600-900 m/min | ||||
| Acciai temprati, bonificati oltre 1.200 N/mm² (> 38 HRC) | Acciai per utensili, acciai bonificati, acciai legati, fusione d'acciaio | Lavorazione di spigoli | 3 | 250-350 m/min | |
| 3 PLUS | |||||
| SP | |||||
| 5 | 350-450 m/min | ||||
| EDGE | 600-750 m/min | ||||
| Acciaio inossidabile (INOX) | Acciai resistenti alla ruggine e agli acidi | Acciai austenitici e ferritici | Lavorazione di spigoli | 3 | 250-450 m/min |
| 3 PLUS | |||||
| SP | |||||
| 5 | 350-450 m/min | ||||
| Metalli non ferrosi | Metalli non ferrosi teneri | Leghe di alluminio tenere | Lavorazione di spigoli | EDGE ALU | 900-1.100 m/min |
| Ottone, rame, zinco | 3 | 600-900 m/min | |||
| EDGE | |||||
| 3 PLUS | |||||
| SP | |||||
| Metalli non ferrosi duri | Bronzo, leghe di alluminio dure (elevato contenuto in silicio) | Lavorazione di spigoli | EDGE ALU | 900-1.100 m/min | |
| 3 | 250-450 m/min | ||||
| 3 PLUS | |||||
| Titanio/lege di titanio | Lavorazione di spigoli | EDGE | |||
| SP | |||||
| Metalli termoresistenti | Leghe a base di nichel e cobalto (costruzione di propulsori e turbine) | Lavorazione di spigoli | 5 | 350-600 m/min | |
| EDGE | 250-450 m/min | ||||
| Ghisa | Ghisa grigia, ghisa bianca | Ghisa con grafite lamellare EN-GJL (GG), con grafite sferica/ghisa sferoidale EN-GJS (GGG), ghisa bianca temprata EN-GJMW (GTW), ghisa grigia temprata EN-GJMB (GTS) | Lavorazione di spigoli | 3 | 450-600 m/min |
| 3 PLUS | |||||
| SP | |||||
| EDGE | 600-900 m/min | ||||
| Materie plastiche, altri materiali | Materiali sintetici rinforzati con fibre (GFK/CFK), materiali sintetici termoplastici | Lavorazione di spigoli | EDGE ALU | 750-1.100 m/min | |
Tabella per il calcolo rapido del numero dei giri a cui deve ruotare la fresa in funzione del suo diametro e della velocità di taglio (m/min) consigliata
| Diam. fresa [mm] | Velocità di taglio [m/min] | |||||
|---|---|---|---|---|---|---|
| 250 | 350 | 450 | 600 | 750 | 900 | |
| Numero di giri [giri/min] | ||||||
| 1.5 | 53.000 | 74.000 | 95.000 | 127.000 | 159.000 | 191.000 |
| 2 | 40.000 | 56.000 | 72.000 | 95.000 | 119.000 | 143.000 |
| 3 | 27.000 | 37.000 | 48.000 | 64.000 | 80.000 | 95.000 |
| 4 | 20.000 | 28.000 | 36.000 | 48.000 | 60.000 | 72.000 |
| 6 | 13.000 | 19.000 | 24.000 | 32.000 | 40.000 | 48.000 |
| 8 | 10.000 | 14.000 | 18.000 | 24.000 | 30.000 | 36.000 |
| 10 | 8.000 | 11.000 | 14.000 | 19.000 | 24.000 | 29.000 |
| 12 | 7.000 | 9.000 | 12.000 | 16.000 | 20.000 | 24.000 |
| 16 | 5.000 | 7.000 | 9.000 | 12.000 | 15.000 | 18.000 |
| 20 | 4.000 | 6.000 | 7.000 | 10.000 | 12.000 | 14.000 |
| 25 | 3.000 | 4.000 | 6.000 | 8.000 | 10.000 | 11.000 |